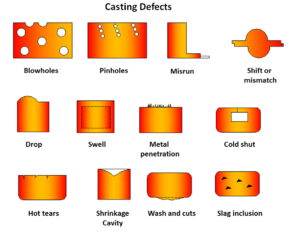
TYPES OF CASTING DEFECTS
Defination of Casting Defects : It is an unwanted irregularities that appear in the casting during metal casting process. There is various reason or sources which is responsible for the defects in the cast metal. Here in this blog we will discuss all the major types of casting defects. Some of the defects produced may be neglected or tolerated and some are not acceptable, it must be eliminated for better functioning of the parts.
Types
1. Gas Porosity: Blowholes, open holes, pinholes
2. Shrinkage defects: shrinkage cavity
3. Mold material defects: Cut and washes, swell, drops, metal penetration, rat tail
4. Pouring metal defects: Cold shut, misrun, slag inclusion
5. Metallurgical defects: Hot tears, hot spot.
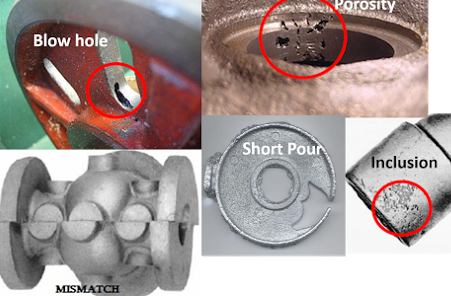
1. Shift or Mismatch : The defect caused due to misalignment of upper and lower part of the casting and misplacement of the core at parting line.
Cause :
(1) Improper alignment of upper and lower part during mold preparation.
(2) Misalignment of flask (a flask is type of tool which is used to contain a mold in metal casting. it may be square, round, rectangular or of any convenient shape.)
Remedies
(i) Proper alignment of the pattern or die part, molding boxes.
(ii) Correct mountings of pattern on pattern plates.
(iii) Check the alignment of flask.
2. Swell :
It is the enlargement of the mold cavity because of the molten metal pressure, which results in localised or overall enlargement of the casting.
Causes
(i) Defective or improper ramming of the mold.
Remedies
(i) The sand should be rammed properly and evenly.
3. Blowholes:
When gases entrapped on the surface of the casting due to solidifying metal, a rounded or oval cavity is formed called as blowholes. These defects are always present in the cope part of the mold.
Causes :
(i) Excessive moisture in the sand.
(ii) Low Permeability of the sand.
(iii) Sand grains are too fine.
(iv) Too hard rammed sand.
(v) Insufficient venting is provided.
Remedies :
(i) The moisture content in the sand must be controlled and kept at desired level.
(ii) High permeability sand should be used.
(iii) Sand of appropriate grain size should be used.
(iv) Sufficient ramming should be done.
(v) Adequate venting facility should be provided.
4. Drop:
Drop defect occurs when there is cracking on the upper surface of the sand and sand pieces fall into the molten metal.
Causes :
(i) Soft ramming and low strength of sand.
(ii) Insufficient fluxing of molten metal. Fluxing means addition of a substance in molten metal to remove impurities. After fluxing the impurities from the molten metal can be easily removed.
(iii) Insufficient reinforcement of sand projections in the cope.
Remedies :
(i) Sand of high strength should be used with proper ramming (neither too hard nor soft).
(ii) There should be proper fluxing of molten metal, so the impurities present in molten metal is removed easily before pouring it into the mold.
(iii) Sufficient reinforcement of the sand projections in the cope.
5. Metal Penetration
These casting defects appear as an uneven and rough surface of the casting. When the size of sand grains is larges, the molten fuses into the sand and solidifies giving us metal penetration defect.
Causes :
(i) It is caused due to low strength, large grain size, high permeability and soft ramming of sand. Because of this the molten metal penetrates in the molding sand and we get rough or uneven casting surface.
Remedies :
(ii) This defect can be eliminated by using high strength, small grain size, low permeability and soft ramming of sand.
6. Pinholes:
They are very small holes of about 2 mm in size which appears on the surface of the casting. This defect happens because of the dissolution of the hydrogen gases in the molten metal. When the molten metal is poured in the mold cavity and as it starts to solidify, the solubility of the hydrogen gas decreases and it starts escaping out the molten metal leaves behind small number of holes called as pinholes.
Causes :
(i) Use of high moisture content sand.
(ii) Absorption of hydrogen or carbon monoxide gas by molten metal.
(iii) Pouring of steel from wet ladles or not sufficiently gasified.
Remedies :
(i) By reducing the moisture content of the molding sand.
(ii) Good fluxing and melting practices should be used.
(iii) Increasing permeability of the sand.
(iv) By doing rapid rate of solidification.
7. Shrinkage Cavity
The formation of cavity in the casting due to volumetric contraction is called as shrinkage cavity.
Causes :
(i) Uneven or uncontrolled solidification of molten metal.
(ii) Pouring temperature is too high.
Remedies :
(i) This defect can be removed by applying principle of directional solidification in mold design.
(ii) Wise use of chills (a chill is an object which is used to promote solidification in a specific portion of a metal casting) and padding.
8. Cold Shut
It is a type of surface defects and a line on the surface can be seen. When the molten metal enters into the mold from two gates and when these two streams of molten metal meet at a junction with low temperatures than they do not fuse with each other and solidifies creating a cold shut (appear as line on the casting). It looks like a crack with round edge.
Causes:
(i) Poor gating system
(ii) Low melting temperature
(iii) Lack of fluidity
Remedies:
(i) Improved gating system.
(ii) Proper pouring temperature.
9. Misrun
When the molten metal solidifies before completely filling the mold cavity and leaves a space in the mold called as misrun.
Causes:
(i) Low fluidity of the molten metal.
(ii) Low temperature of the molten metal which decreases its fluidity.
(iii) Too thin section and improper gating system.
Remedies
(i) Increasing the pouring temperature of the molten metal increases the fluidity.
(ii)Proper gating system
(iii) Too thin section is avoided.
10. Slag Inclusion
This defect is caused when the molten metal containing slag particles is poured in the mold cavity and it gets solidifies.
Causes :
(i) The presence of slag in the molten metal
Remedies :
(i) Remove slag particles form the molten metal before pouring it into the mold cavity.
11. Hot Tears or Hot Cracks
when the metal is hot it is weak and the residual stress (tensile) in the material cause the casting fails as the molten metal cools down. The failure of casting in this case is looks like cracks and called as hot tears or hot cracking.
Causes :
(i) Improper mold design.
Remedies:
(i) Proper mold design can easily eliminate these types of casting defects.
(ii) Elimination of residual stress from the material of the casting.
12. Hot Spot or Hard Spot:
Hot spot defects occur when an area on the casting cools more rapidly than the surrounding materials. Hot spot are areas on the casting which is harder than the surrounding area. It is also called as hard spot.
Causes :
(i) The rapid cooling an area of the casting than the surrounding materials causes this defect.
Remedies :
(i) This defect can be avoided by using proper cooling practice.
(ii) By changing the chemical composition of the metal.
13. Sand Holes
It is the holes created on the external surface or inside the casting. It occurs when loose sand washes into the mold cavity and fuses into the interior of the casting or rapid pouring of the molten metal.
Causes:
(i) Loose ramming of the sand.
(ii) Rapid pouring of the molten metal into the mold results in wash away of sand from the mold and a hole is created.
(iii) Improper cleaning of the mold cavity.
Remedies:
(i) Proper ramming of the sand.
(ii) Molten metal should be poured carefully in the mold.
(iii) Proper cleaning of the molten cavity eliminates sand holes.
14. Dirt
The embedding of particles of dust and sand in the casting surface, results in dirt defect.
Causes:
(i) Cursing of mold due to improper handling and Sand wash (A sloping surface of sand that spread out by stream of molten metal).
(ii) Presence of slag particles in the molten metal.
Remedies:
(i) Proper handling of the mold to avoid crushing.
(ii) Sufficient fluxing should be done to remove slag impurities from molten metal.
15. Honeycombing or Sponginess
It is an external defect in which there is a number of small cavities in close proximity present in the metal casting.
Causes:
(i) It is caused due to dirt and scurf held mechanically in the suspension of the molten metal.
(ii) Due to imperfect skimming in the ladle.
Remedies:
(i) Prevent the entry of dirt and scurf in the molten metal.
(ii) Prevent sand wash.
(iii) Remove slag materials from the molten metal by proper skimming in the ladle.
16. Warpage:
It is an accidental and unwanted deformation in the casting that happens during or after solidification. Due to this defect, the dimension of the final product changes.
Causes:
(i) Due to different rates of solidification of different sections. This induces stresses in adjoining walls and result in warpage.
(ii) Large and flat sections or intersecting section such as ribs are more prone to these casting defects.
Remedies
(i) It can be prevented by producing large areas with wavy, corrugated construction, or add sufficient rib-like shape, to provide equal cooling rates in all areas.
(ii) Proper casting designs can reduce these defects more efficiently.
17. Fins
A thin projection of metal, not considered as a part of casting is called as fins or fin. It is usually occurs at the parting of the mold or core section.
Causes:
(i) Incorrect assembling of mold and cores.
(ii) Insufficient weight of the mold or improper clamping of the flask may produce the fins.
Remedies:
(i) Correct assembly of the mold and cores.
(ii) There should be sufficient weight on the top part of the mold so that the two parts fit together tightly.