Pouring & Gating Design
Pouring & Gating Design
- A good gating design should ensure proper distribution of molten metal without excessive temperature loss, turbulence, gas entrapping and slags.
- If the molten metal is poured very slowly, since time taken to fill the mould cavity will become longer, solidification will start even before the mould is completely filled. This can be restricted by using super heated metal, but in this case solubility will be a problem.
- If the molten metal is poured very faster, it can erode the mould cavity.
- So gating design is important and it depends on the metal and molten metal composition. For example, aluminium can get oxidized easily.
Gating design is classified mainly into three types:
- Vertical Gating
- Bottom Gating
- Horizontal Gating
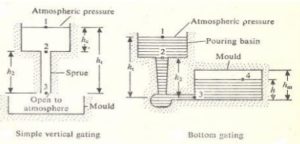
- Vertical gating: the liquid metal is poured vertically, directly to fill the mould with atmospheric pressure at the base end.
- Bottom gating: molten metal is poured from top, but filled from bottom to top. This minimizes oxidation and splashing while pouring.
- Horizontal gating is a modification of bottom gating, in which some horizontal portions are added for good distribution of molten metal and to avoid turbulence
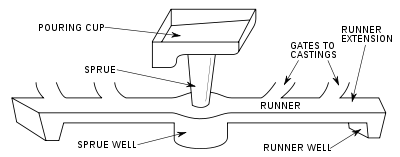
Analysis of pouring and filling up mould

- As the metal flows into the sprue opening, it increases in velocity and hence the cross-sectional area of the channel must be reduced
- Otherwise, as the velocity of the flowing molten metal increases toward the base of the sprue, air can be aspirated into the liquid and
taken into the mould cavity - To prevent this condition, the sprue is designed with a taper, so that the volume flow rate, Q = Av remains the same at the top and
bottom of the sprue.

- Note: This is the minimum time required to fill the mould cavity. Since the analysis ignores friction losses and possible constriction of flow in the gating system; the mould filling time will be longer than what is given by the above equation.