Pouring & Gating Design
Pouring & Gating Design A good gating design should ensure proper distribution of molten metal without excessive temperature loss, turbulence, gas entrapping and slags. If the molten metal is poured very slowly, since time taken to fill the mould cavity will become longer, solidification will start even before the mould is completely filled. This can be restricted by using super heated metal, but in this case solubility will be a problem. If the molten metal is poured very faster, it can erode the mould cavity. So gating design is important and it depends on the metal and molten metal composition. For example, aluminium can get …
CENTRIFUGAL CASTING PROCESS
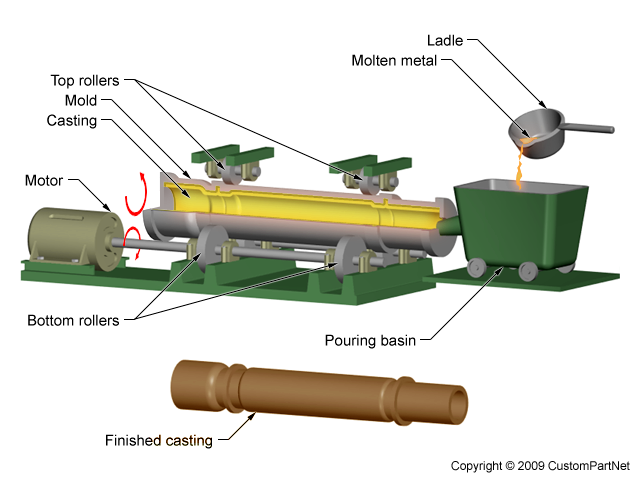
CENTRIFUGAL CASTING PROCESS – A family of casting processes in which the mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of die cavity this process known as Centrifugal Casting Process. This process is widely use for the Pipe manufacturing. Types of Centrifugal Castings True Centrifugal Casting Semi-Centrifugal Casting Centrifuge Casting True Centrifugal Casting Molten metal is poured into a rotating mold to produce a tubular part In some operations, mold rotation commences after pouring rather than before Rotational axes can be either horizontal or vertical Parts: pipes, tubes, bushings, and rings Outside shape of …
TYPES OF GATING SYSTEM IN CASTING PROCESS
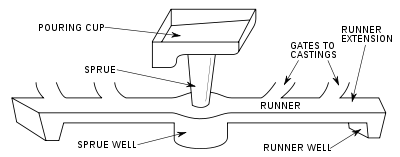
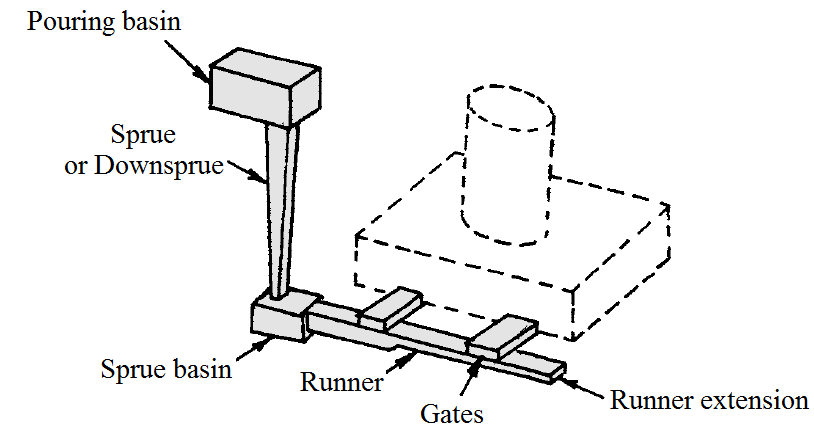
TYPES OF GATING SYSTEM IN CASTING PROCESS Mould is used for producing a casting. Molten metal is conveyed into the mold cavity by using Gating system. In casting process, gating system plays an important role to produce a high quality casting. A poorly designed gating system results in casting defects. A gating system controls mould filling process. The main function of gating system is to lead molten metal from ladle to the casting cavity ensuring smooth, uniform and complete filling. Elements of Gating System Pouring Cup Spruce Spruce Well Cross-gate or Runner Ingate or Gates Pouring Cup – It is …
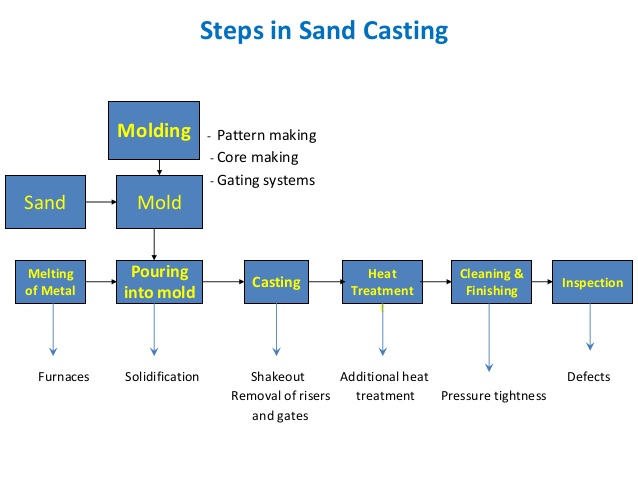
STEPS FOR MAKING SAND CASTINGS
STEPS FOR MAKING SAND CASTINGS Sand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern, and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the pattern. The sand mold separates along a …

What Is Heat Treatment Process ?
Are you curious to know what is heat treatment process? What are the types of it? Well, in this blog you will get answers of all these questions. So, let’s get started. Heat treatment process is a technique in which metals in the solid state are subjected to heating and cooling processes. The basic purpose of heat treatment process is to change the physical properties of the metal. The physical properties like ductility, malleability, hardness can be altered with this heat treatment process. These physical and mechanical properties of the metal are changed in such a way that it becomes …
Forging Process V/S Casting Process
In this Blog I will Explain about forging vs casting. In the manufacturing process these two processes forging and casting is very crucial. Without them it is impossible to make any machinery, tools, shape etc. Forging and casting both are used in the manufacturing industries but they have a lot of difference between them. Here we will discuss about forging vs casting in detail. What is Forging? It is a processes in which the metals and alloys are changed to the specific shape by compressive forces exerted by some external agencies. These external agencies may be hammers, rolls, press and an upsetting …
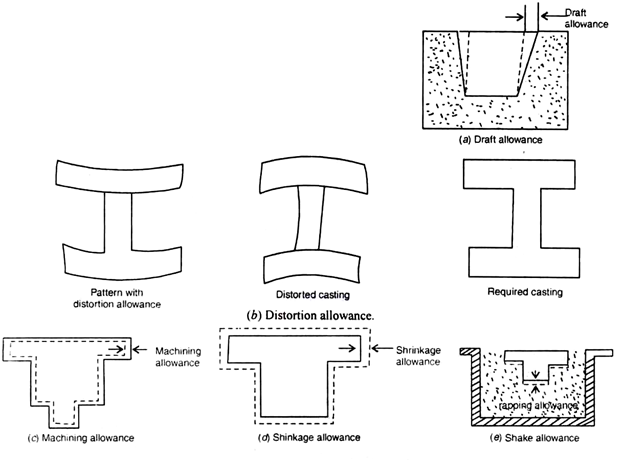
ALL TYPES OF PATTERN ALLOWANCE
(1) SHRINKAGE ALLOWANCE • The Rate of Construction with temp. is dependent on the material for example constructs to a higher degree compared to aluminium for compensate the solid shrinkage a shrinkage rule must be used in laying out the measurement for the pattern. • A Shrinkage Rule for cast iron is 1/8 inch longer per foot than a standard rule. If a gear blank of 4 inch in dia was plan to produce out of cast iron,the shrink rule in measuring it 4 inch work actually measure 4-1/2 inch,thus compensating for the shrinkage. (2) MACHINING OR FINISHING ALLOWANCE • …

MOULDING SAND PROPERTIES FOR SAND CASTING
During Sand casting, we uses sand for the preparation of mould. It is the moulding sand properties which improves the quality of the casting. If a sand of suitable property is chosen, than it greatly minimises the casting defects that may be produced during the mould preparation and casting. In this blog we will discuss all the properties of moulding sand that it must possesses for the preparation of excellent mould. Properties of Moulding Sand A moulding sand should possess the following 6 properties 1. Porosity 2. Flowability 3. Collapsibility 4. Adhesiveness 5. Cohesiveness or strength 6. Refractoriness 1.Porosity or …

TYPES OF MOULDING SAND
In this Blog we will learn about the types of moulding sand. Sands which are used to make mould is called moulding sand. Almost every manufacturing industries uses moulding sand to make moulds. Casting of materials without use of moulding sand is impossible. Here we are going to discuss about different types of moulding sand. The various types of moulding sand are 1. Green sand 2. Dry sand 3. Loam sand 4. Parting sand 5. Facing sand 6. Backing sand 7. System sand 8. Core sand 1. Green Sand → Green sand is a mixture of silica sand and clay. …
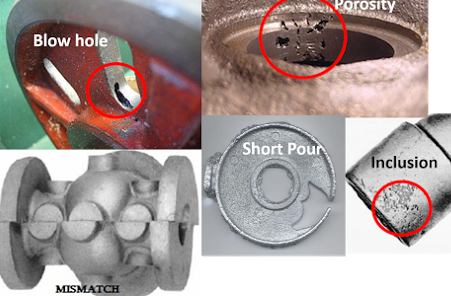
TYPES OF CASTING DEFECTS
Defination of Casting Defects : It is an unwanted irregularities that appear in the casting during metal casting process. There is various reason or sources which is responsible for the defects in the cast metal. Here in this blog we will discuss all the major types of casting defects. Some of the defects produced may be neglected or tolerated and some are not acceptable, it must be eliminated for better functioning of the parts. Types 1. Gas Porosity: Blowholes, open holes, pinholes 2. Shrinkage defects: shrinkage cavity 3. Mold material defects: Cut and washes, swell, drops, metal penetration, rat tail …
Recent News